News Article
Eliminating the buffer between InGaN and silicon
Plasma-assisted MBE growth of InGaN directly on to silicon helps the development of tandem solar cells and optoelectronic devices operating at telecom wavelengths

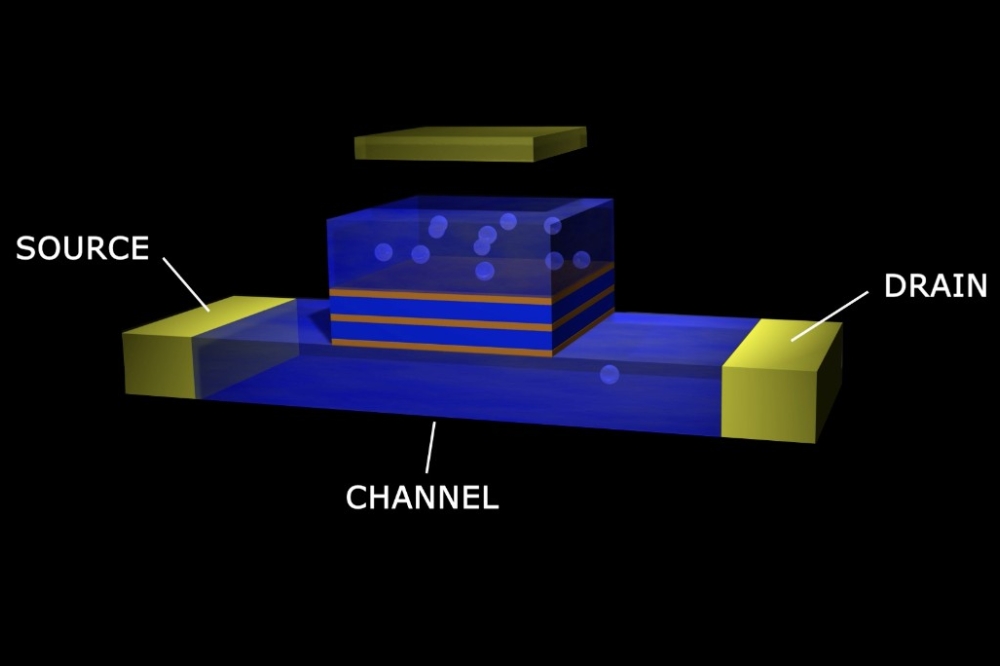
The textured surface created by InGaN growth directly onto silicon forms regions with an indium content of about 45 percent.
Researchers from the Technical University of Madrid have developed a novel approach to growing indium-rich, InGaN layers directly on silicon by plasma-assisted MBE.
Praveen Kumar, lead-author of the paper detailing this effort, believes that their success will surprise many researchers, who believe that direct growth of InGaN on silicon is impossible.
The conventional approach to growing InGaN on silicon is to insert a buffer layer between these materials, but this has the downside of isolating the nitride film from the substrate. “This makes novel device designs, such as InGaN-on-silicon tandem solar cells, impossible, and the direct integration of InGaN technology with silicon technology difficult and costly,” explains Kumar. Simplifying and reducing the cost of integrating InGaN with silicon will also increase the attractiveness of this material system for light-emitting devices and detectors operating in the 1.3 μm and 1.55 μm telecom bands.
Films produced by the team are not homogeneous. Instead, they contain trenches and holes of pure GaN, regions with low-indium-composition InGaN, and areas with planar InGaN that are indium-rich.
“The growth of InGaN on silicon, at the early stage, always produces nanostructured layers with varying indium composition due to the selective incorporation of indium on non-planar surfaces,” explains Kumar. “Therefore, our approach is not to suppress this selectivity, as would commonly be intended, but to establish growth conditions that enforce it. This makes it possible to extend the growth selectivity to macroscopic length scales for forming planar, high-indium composition layers with the desired lateral dimensions.”
One of the attributes of the high-indium-composition InGaN regions is that they can form an ohmic contact with silicon. What’s more, they are claimed to be are large enough to serve as templates for the realisation of InGaN/Si tandem solar cells and other planar heterostructure-based devices employing quantum well or quantum dot layers.
Deposition conditions that lead to the formation of the micrometre-sized, indium-rich InGaN planar areas include a relatively low temperature of 450 °C, and a group V to group III flux ratio just above unity.
According to Kumar, this growth window is relatively narrow. “But we are convinced that it leaves space for further improvement in the layer quality, with respect to defect generation and lateral extension.”
X-ray diffraction measurements reveal the compositions of the two types of indium-containing regions: One has an indium composition of less than 15 percent, while the other has an indium-content ranging from 38-45 percent.
The indium-rich regions fail to produce room-temperature emission, due to a high level of defects that stems from plastic relaxation and coalescence. Cool the sample to 12 K, and a photoluminescence peak appears at 794 nm, which is attributed to InGaN with an indium composition of 41 percent. Kumar believes that it will be possible to reduce the defect density in the indium-rich InGaN layers by optimising the growth conditions.
Kumar and his co-workers will now focus on: using the InGaN layers as templates for the growth of planar heterostructures, such as quantum wells and dots; reducing defect density; and increasing lateral extension of indium-rich InGaN through optimisation of the growth conditions.
P. Kumar et. al. Appl. Phys Express 6 035501 (2013)