Diode improvements drive fibre laser growth

Thanks to a Moore’s law rate of improvement in the bang-per-buck of GaAs diode lasers, cleaning and heating join a growing list of fibre laser applications.
BY TOBY STRITE FROM IPG PHOTONIC
A primary use of high-power GaAs lasers is the processing of material. Sales of material processing systems based on lasers now net more than $23 billion per year, with more than half that revenue inextricably linked to GaAs and silica fibre through the industrial fibre laser. Thanks to fibre lasers, the laser marking, cutting and welding of metals has entered the mainstream. This has spawned billion-dollar markets, with fibre lasers providing a cost-effective, reliable platform around which automation and metrology will increasingly simplify the displacement of legacy solutions.
Underpinning the success of the industrial fibre laser is the substantial investment in this technology by the telecom industry during the 1990s. Progress provided a foundation for the first high-power industrial fibre lasers in the early 2000s – and from there, in just ten years, and propelled by advances in GaAs diode performance, fibre became the dominant industrial laser, supplanting CO2 and Nd:YAG lasers as the platform of choice for marking, cutting and welding.

Figure 1. GaAs diode performance improvement over more than 40 years of mirrors Moore’s law. Reproduced with permission from Scott Keeney, nLIGHT, Inc.
To understand this transformation, it’s helpful to consider a metric that captures industrial laser productivity: the $/Watt at acceptable reliability. It’s a yardstick that places a premium on laser power, which is commonly synonymous with the process speed when thermally treating metals. A 2 kW laser can generally mark, cut or weld in half the time of a 1 kW laser, and increased power often holds the key to deployment in new applications, such as the ability to cut or weld thicker or shiny metals.
When explaining the expanding success fibre lasers, one
should note that they are composed almost entirely of passive optical
components, so performance and cost are largely dictated by GaAs-based pump
laser components. As GaAs diodes are manufactured in capital-intensive fabs,
their performance, economics and quality are subject to the same virtuous cycle
as silicon integrated circuits. So, it’s not surprising that over the last
40 years diode laser advancements have kept pace with Moore’s Law (see
Figure 1), enabling their value proposition to improve by a factor of 100 every 15 years. GaAs diode practitioners have every hope and intention this
trend will continue into
the future.
Prior to the uptake of fibre lasers for material processing, early adopters employed gas or solid-state lasers for high-value applications inadequately addressed by legacy processes (see Figure 2, which qualitatively depicts legacy and fibre laser introduction into metal material processing). Regardless of the specific application – either laser marking/serialisation, flat sheet cutting, welding or cleaning – introducing fibre lasers caused a market inflection, spurring hypergrowth that led to the emergence of billion dollar markets for marking, cutting and welding.

Figure 2. Laser adoption trajectories in major metal processing applications.
Examples of this migration include the introduction of
pulsed nanosecond fibre lasers with output powers of around 10 W, which began a
long cycle of Nd:YAG laser displacement for metals marking, beginning in the
mid 1990s. There’s also the rise of kilowatt fibre lasers, initiating the
displacement of CO2 gas lasers and other incumbent techniques for
sheet-metal cutting in the mid-2000s; and the introduction of quasi-CW fibre
lasers in the early 2010s, providing a superior alternative to flashlamp-pumped
Nd:YAG lasers for welding. More recently, in the mid-2010s, hundred watt-class
nanosecond pulsed fibre lasers started to displace Nd:YAG lasers for cleaning.
In all cases, the availability of the fibre-laser platform, which delivers performance and economic benefits, has created an inflection point. That’s provided a starting point for continuous improvement in fibre laser capability, which propels hypergrowth and mass adoption.
While the laser now dominates metals marking and cutting, today laser welding comprises just 20-25 percent of the welding systems spend. This provides an opportunity for growth in laser welding that outstrips GDP, while mature marking and cutting applications are expected to grow at a rate closer to GDP.
As well as these revenue streams, on the horizon is the exciting potential of fibre lasers to impact global markets for cleaning and heating solutions, worth more than $100 billion per annum.

Figure 3. Dose dependent degreasing recipes range from bulk vaporisation (brute force) to elegant, more energy efficient cleaning utilizing high rates of localised heating.
There are many opportunities for fibre lasers that are related to cleaning. Through multiple mechanisms (see Figure 3), fibre lasers can remove foreign materials, such as oils, lubricants or light oxidation from a metal surface, while utilising less time, energy and consumables compared with traditional abrasive and chemical processes.
One clear advantage laser cleaning has over rival approaches is that by selective heating at the metal surface, there’s no need to treat the entire part. And another benefit comes from adjusting the laser power: at high doses, the laser energises a thermal phase transition, vaporising foreign materials; and more elegantly, at lower doses, contaminants that are weakly bonded via van der Waals forces can be separated from the substrate through energy-efficient ejection mechanisms, driven by high rates of localised heating. Currently, laser cleaning amounts to much less than 1 percent of the available cleaning market, but it’s growing at a double-digit rate, indicating that the fibre laser inflection has already occurred.
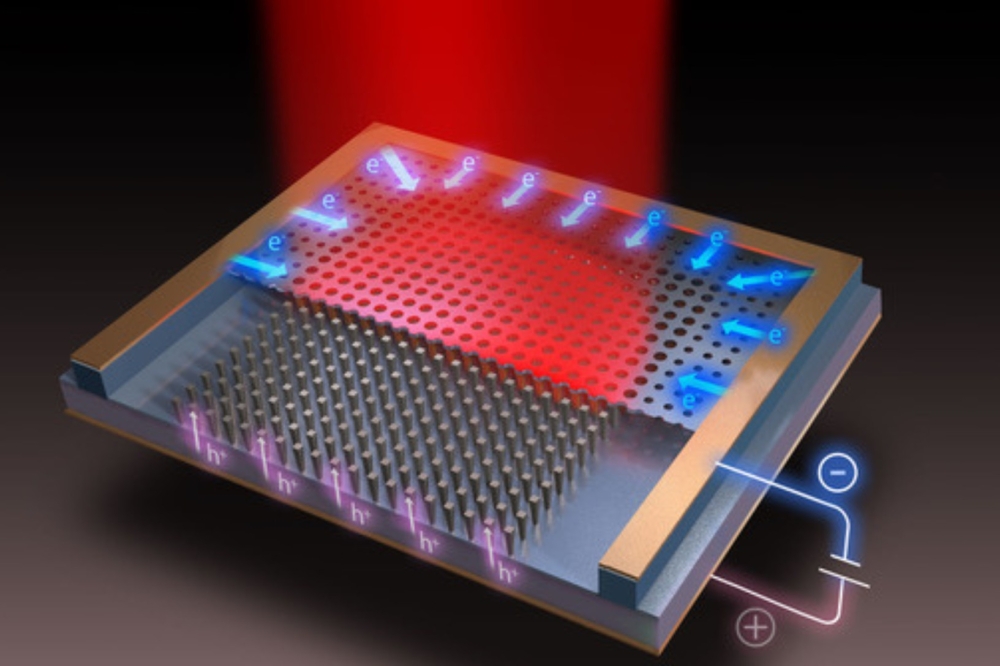
Recently, projecting kilowatt lasers over large surfaces, such as several square metres, has demonstrated their utility for curing/drying industrial coatings and for heating silicon wafers. For these tasks, lasers rely on leverage gained by selective heating. For example, heating a layer of paint, but not the part beneath it in a ‘cold oven’ configuration (see Figure 4), saves cost by slashing process time and energy consumption.

Figure 4. Rendering of a ‘cold’ laser oven. Engineers at IPG prepared beautifully baked cookies from supermarket dough in just 90 seconds, and fed the results to their Board of Directors.
An intuitive way to appreciate the game-changing potential of laser heating is an analogy to American Thanksgiving. For those of us that mark this occasion, turkeys will sit in a convection oven for hours, to no good effect, until the final hour or so when the bird reaches temperature, and cooking finally commences. The superior alternative – rapid, surface-selective heating provided by lasers – allows an industrial coating, curing or drying process to commence almost instantaneously. For throughput-obsessed industries, such as chip making, the ability to slash unproductive process time by rapidly heating a silicon wafer to temperature is invaluable.
At just a few million dollars in annual sales, large-area laser heating is in its infancy. But, applying the lessons of history, if we turn the clock forward by 15 years and anticipate ongoing improvement in GaAs diode laser performance, we can rightly expect laser cleaning and heating to be mainstream applications in the 2040s, commanding substantial portions of the laser material processing marketplace.
In a follow-up article, published in the next edition of CS magazine, Toby Strite will describe the opportunities for laser-based heating in more detail.