Large-area laser heating
Laser heating is a sustainable, cost-effective solution that’s impact will grow.
BY TOBY STRITE FROM IPG PHOTONICS CORPORATION
During my career in high-power lasers diodes that spans nearly three decades, I have witnessed these sources progress from being a ‘last resort’ to ‘solution of choice’ for various thermal material processes, including marking, cutting, welding and cleaning. It’s a revolution largely powered by leaps and bounds in GaAs-based diode laser performance (see Figure 1). Processes once infeasible became ordinary and then passé in just a few years. There are many examples of this, including laser marking and flat-sheet cutting of metals.
Over the last couple of years, it has become increasingly practical for diode lasers to heat large areas. This trend, supported by an urgency to switch from fossil fuels to sustainable alternatives, has established several industrial beachheads. It’s now possible to deploy heaters based on multi-kilowatt lasers, which aggregate GaAs diodes and provide an electrical-to-optical conversion efficiency of up to 55 percent. This is an elegant solution, with fibre delivery allowing the laser cabinet to be remote – an architecture that enables convenient co-location of electrical and cooling facilities, often outside a cleanroom process environment.

Figure 1. Exponential progress in GaAs diode laser performance at IPG Photonics.
With laser-based heating, advantages may be realised over traditional approaches, in terms of greater uniformity, directionality, and lower utility bills. Energy uniformity over areas of up to and above a square meter is in the few percent range, thanks to projection optics that image a homogenised diode laser output onto a target surface. Laser light is easy to direct, enabling most optical energy to impact the target; and lasers
heat without raising the ambient temperature inside the enclosure. Thanks to the latter, ‘cold’ ovens save energy and infrastructure, by eliminating the heat spillage associated with conventional thermal
ovens.
However, despite having outstanding characteristics, well-suited to certain applications, cost and efficiency limitations ensure that the laser will remain a niche heating technology.
For heating, the most attractive attribute of the laser is its speed, a strength that comes from its unmatched fluence (see Figure 3). Compared with convection ovens that deliver at most 1 W cm-2 to a surface, and broadband infrared sources that can be stretched to provide 2-3 W cm-2, laser heaters fare far better, easily providing 10+ W cm-2. This superior power density slashes the time taken to reach the process temperature from minutes to just a few seconds.
To ensure that the target process temperature isn’t exceeded, fast heating must be combined with accurate, agile metrology. That’s often realised by deploying lasers under closed-loop control, guided by an optical sensor. The low ambient temperature in a ‘cold’ laser oven facilitates the installation of a pyrometer, providing direct surface-temperature measurements. This is a great improvement over inferred temperature measurements, common in thermal ovens. Merits of the optical control loop are speed and accuracy, and ultimately unprecedented agility to thermal processes. The upshot is a shorter total process time, through faster pre-heating that increases factory throughput while saving floor space.
Selectivity is another key attribute for laser-based heating. As lasers selectively heat at the surface, it is possible to cure or dry coatings without raising the temperature of the underlying material. For bulky metal parts, significant energy savings come from preferentially heating the coating, while additional time savings result from a shortened cool-down period. Another advantage comes from the shaping of a laser beam with projection optics to only cover the target area, an attribute that may not be replicated with less directable heat sources.

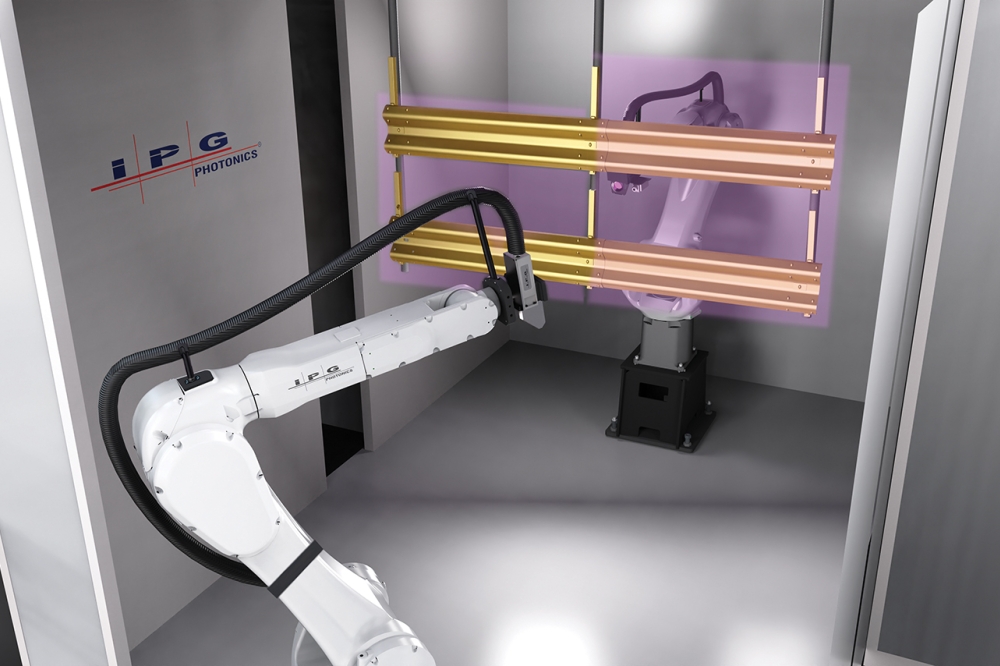
Figure 2. Kilowatt lasers projected over meter-scale surfaces demonstrated their utility for curing/drying industrial coatings.
In the semiconductor industry, lasers are compelling candidates for heating silicon wafers. The speed, precision, reliability and efficiency offered by this source are highly valued in capital-intensive, throughput-focused wafer fabs. Laser heating can be deployed for a number of common semiconductor applications, including outgassing wafers, post-implant anneals, selective-area heating and full-wafer heating. If chipmakers heat chambers with IR bulbs, whose longer wavelengths couple weakly to the silicon, they use at least twice the optical power, while heating at slower rates, with much energy from the bulbs unproductively heating the ambient and chamber walls. These weaknesses are motivating chipmakers to eliminate IR bulbs, which degrade at variable rates and have challenging uniformity requirements, and a high service and consumables burden.
Note, though, that laser heating is not always a superior solution to traditional approaches. Attempts to fire porcelain-enamel coatings have revealed a limitation of the ‘cold oven’. While porcelain-enamel powder is successfully fired by laser at 750 °C in just two minutes, radiative losses – described by Kirchoff’s law and proportional to temperature-to-the-fourth-power – are so severe that cost and energy consumption is an order of magnitude higher than that associated with a conventional ten-minute 800 °C convection furnace firing process. While a convection furnace entombs and recycles heat re-radiated by a target, a ‘cold’ laser oven cannot store photons for future use.

Figure 3. Lasers are capable of an order of magnitude higher heat flux
than conventional alternatives, drastically shortening the time to reach
process temperature.
In terms of the key metric of $/Joule, there’s no electric heating solution that competes with electric convection, which is governed by Ohm’s Law. While GaAs diodes enjoy Moore’s Law rates of improvement, one must keep in mind that ‘trees do not grow to reach the sky’. For energy intensive thermal processes that are less cycle-time sensitive, such as the bulk drying of cement, it is hard to see lasers ever competing on purely $/Joule economics.

Figure 4. Lasers cure or dry paint ten times faster than conventional
ovens because they selectively heat coatings with high energy fluence
governed by agile closed-loop temperature control.
It’s also worth noting that a laser can’t heat a mirror, or a window. Instead, it works best heating surfaces where moderate (Beer-Lambertian) absorption prevails, allowing it to deposit energy uniformly throughout the heated material.
Estimates vary, but it is safe to say that drying and other thermal processes account for roughly 10 percent and 25 percent of total industrial energy consumption, respectively. In the US alone, drying processes were reported to consume over 1,178 TBtu of energy annually, representing roughly 10 percent of total manufacturing energy use. Back in 2015, the US Department of Energy estimated that next-generation drying technologies could reduce energy consumption in drying by up to 40 percent.

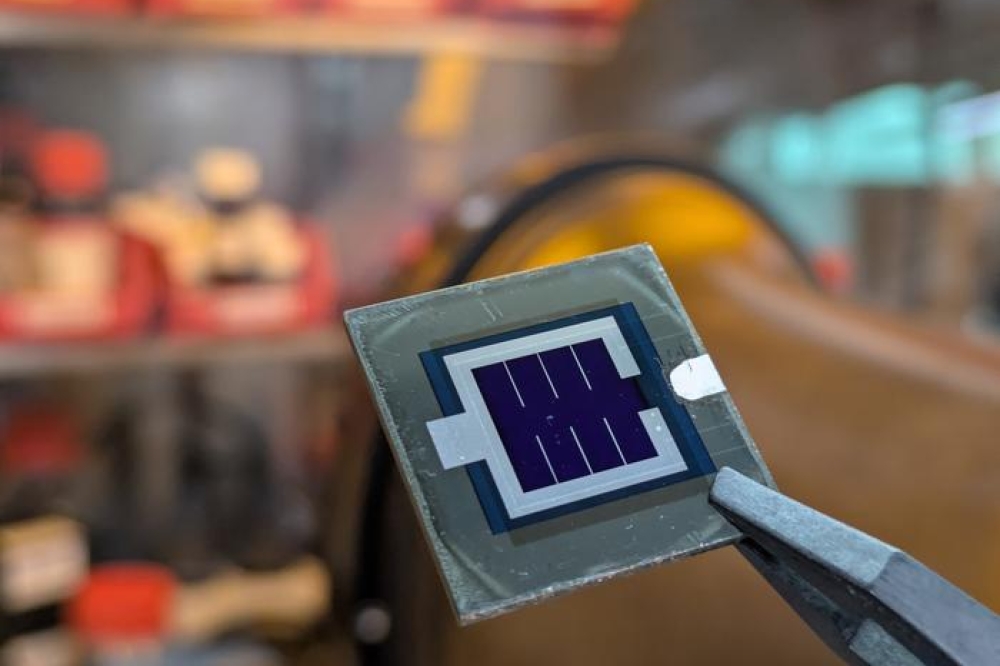
Figure 5. 200 mm silicon wafer heated above 800 °C in less than 10 s using less than 20 kW.
Since mankind lived in caves, our preferred heating solution has been to burn something. This behaviour must change, so design windows to replace legacy fossil fuels are open. The laser will be an important piece of the sustainable heating puzzle, alongside a bevy of other technologies.